
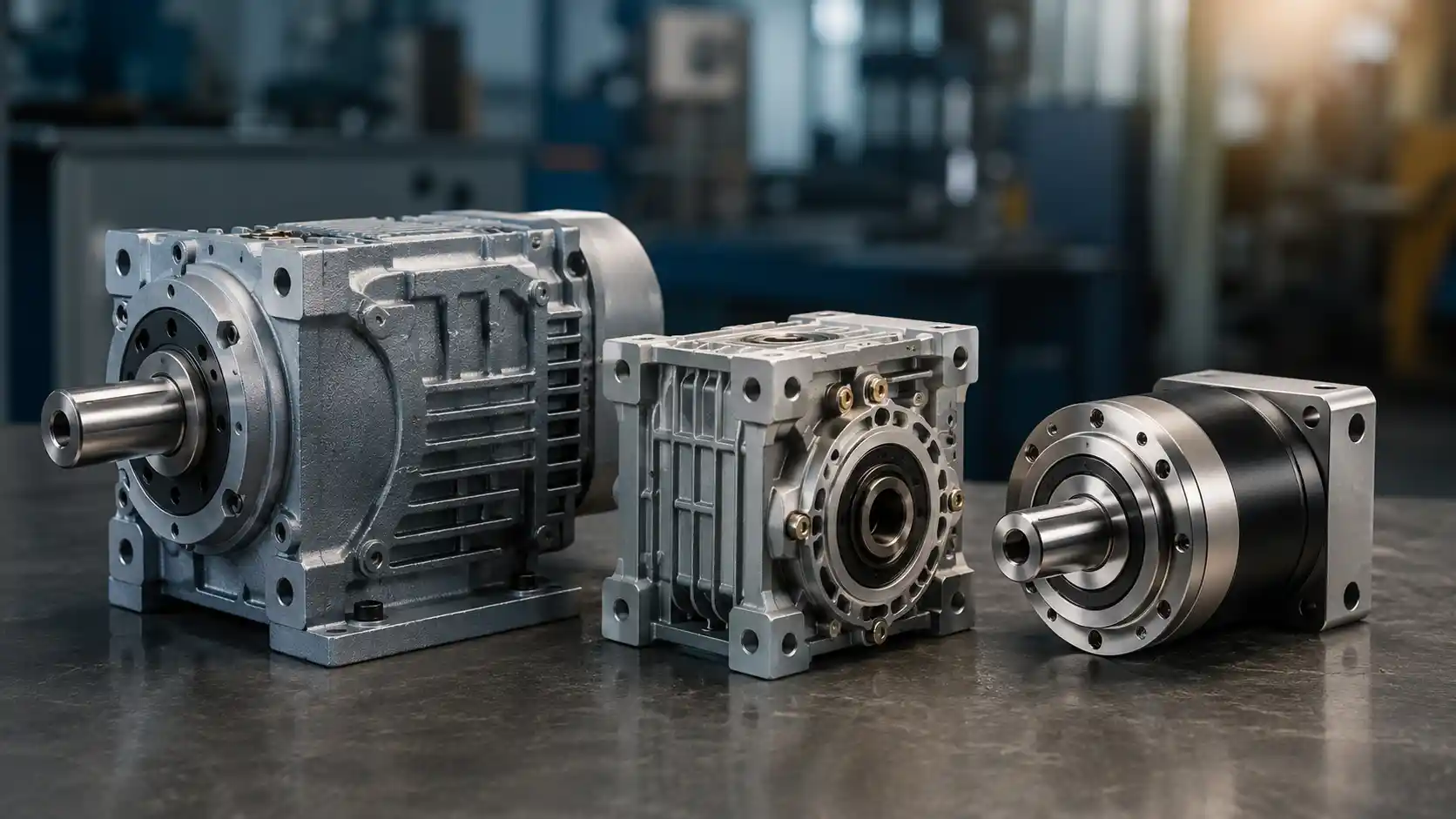
Industrial Gear Reducers: Helical vs Worm vs Planetary
Summary
“Not every gearbox suits every job. Helical units run efficient and quiet, worm units stay compact and self-locking, and planetary units pack high torque into a small frame. This guide explains when to use each.”
The gear reducer is the quiet workhorse inside almost every powered machine on a factory floor. It takes the fast, low-torque output of a motor and turns it into the slower, stronger motion your conveyor, mixer, or robot arm actually needs. Pick the right one and the drive runs cool, quiet, and for years. Pick the wrong one and you invite heat, noise, and early failure.
What Is an Industrial Gear Reducer?
An industrial gear reducer, often called a gearbox or speed reducer, is a sealed unit of meshing gears that sits between a motor and a driven machine. It does two jobs at once. First, it cuts speed, lowering the motor’s fast rotation to a usable output. Second, it raises torque, the turning force that actually moves the load.
Three numbers describe almost any reducer. The gear ratio is how much it slows the input, written like 20:1. Torque, measured in newton metres (Nm), is the turning force at the output shaft. Efficiency, shown as a percentage, is how much input power reaches the output instead of becoming heat. Keep these three in mind and most selection choices fall into place.
In a typical drive train the motor, reducer, and coupling work as a set. The motor supplies speed, the reducer trades that speed for torque, and the coupling passes the output to the machine while absorbing small misalignments. Get any one of the three wrong and the whole drive suffers.
How a Gear Reducer Works
The idea is simple. The motor drives an input shaft, which turns a small gear. That small gear meshes with a larger gear on the output shaft. Because the larger gear has more teeth, it turns more slowly but with greater force.
You can find the reduction ratio by dividing input speed by output speed, or by dividing output gear teeth by input gear teeth. The output torque then rises by roughly the ratio multiplied by efficiency. So a 20:1 reducer running at 95 percent efficiency delivers close to 19 times the input torque. The trade is always the same: you gain torque and give up speed.
A quick example shows the trade in action. A motor spinning at 1,450 RPM through a 29:1 reducer drives the output at about 50 RPM, while the available torque grows by nearly the same factor. That is how a small, fast motor can move a heavy, slow load.
Helical Gear Reducers
How helical gears work
Helical gears have teeth cut at an angle across the gear face rather than straight across. As the gears turn, the teeth engage gradually instead of all at once. That gradual contact is the reason helical units run so smoothly and quietly, even at high speed.
Strengths and limits
Helical reducers are efficient, usually 94 to 98 percent per stage, and they carry high loads well. They run quietly with low vibration, which protects bearings and seals over time. The main trade-off is axial thrust: the angled teeth push sideways along the shaft, so the unit needs bearings built to absorb that force. Helical units are also an inline design, meaning the input and output shafts sit parallel, which suits some layouts better than others.
Best applications
Helical reducers are the default choice for steady, continuous duty. You will find them on belt conveyors, mixers, agitators, pumps, fans, and extruders. Anywhere a machine runs long hours and energy cost matters, the high efficiency of a helical unit pays for itself.
If you need a right-angle layout but cannot accept the efficiency loss of a worm unit, a bevel-helical reducer is a strong middle path. It adds a bevel input stage to helical gearing, turning the output 90 degrees while holding efficiency near 94 percent.
Worm Gear Reducers
How worm gears work
A worm reducer pairs a spiral screw, called the worm, with a toothed wheel known as the worm wheel. The worm drives the wheel at a right angle, so the output shaft sits 90 degrees from the input. This makes worm units a natural fit wherever space or layout calls for a right-angle drive.
Self-locking and the efficiency trade-off
Worm reducers have one feature the others lack: at high ratios they are self-locking. The wheel cannot drive the worm backward, so the load holds in place when the motor stops, with no separate brake needed. That is valuable for lifts and hoists. The cost is efficiency. Sliding contact between the worm and wheel creates friction, so efficiency can range from about 90 percent at low ratios down to 50 percent at very high ratios. Lower efficiency means more heat, so cooling and the correct lubricant matter.
Best applications
Worm reducers suit packaging machines, conveyors, lifts, gates, and slow, high-ratio drives where a compact right-angle unit and a built-in holding action are worth more than peak efficiency.
One caution: worm reducers run hotter than the other types, so they suit intermittent or light continuous duty better than heavy round-the-clock loads. Good ventilation, the right synthetic oil, and a generous service factor keep temperatures in check.
Planetary (Epicyclic) Gear Reducers
How planetary gears work
A planetary reducer shares the load across several gears at once. A central sun gear drives three or more planet gears, which ride inside a fixed outer ring gear. A carrier holds the planets together and forms the output. Because the load is split among multiple gears rather than carried by a single mesh, the unit handles high torque in a small package.
Strengths and limits
This shared-load design gives planetary units the best torque density of the three, plus very low backlash, the small amount of play between gears. Low backlash is what makes them ideal for precise positioning. They are efficient, around 95 to 98 percent per stage, and they run inline, with the output shaft on the same axis as the input. The trade-off is cost: planetary units are the most expensive and the most complex to build.
Best applications
Planetary reducers shine in robotics, servo-driven axes, CNC machines, wind turbines, and mobile equipment. Wherever you need high torque, tight positioning, and a compact frame, the planetary unit earns its price. They also pair naturally with servo motors on fast, accurate assembly lines.
A single planetary stage covers ratios up to about 10:1. For higher reductions, makers stack two or three stages in line, which is how compact servo gearboxes reach ratios of 50:1 or more without growing wide.
Helical vs Worm vs Planetary: Side by Side
The table below sums up how the three reducers compare on the specs that matter most.
| Attribute | Helical | Worm | Planetary |
| Efficiency (per stage) | 94 to 98% | 50 to 90% (ratio dependent) | 95 to 98% |
| Reduction ratio (per stage) | Up to ~10:1 | 5:1 to 100:1 | 3:1 to 10:1 |
| Torque density | Medium to high | Medium | Very high |
| Backlash | Low | Low to medium | Very low |
| Noise and vibration | Low | Very low | Low to medium |
| Shaft orientation | Inline (parallel) | Right angle (90 deg) | Inline (coaxial) |
| Self-locking | No | Yes (at high ratios) | No |
| Relative cost | Medium | Low | High |
| Typical uses | Conveyors, mixers, pumps | Lifts, packaging, slow drives | Robotics, servo axes, mobile |
Three differences drive most decisions. The first is efficiency and energy cost. Helical and planetary units hold 94 to 98 percent, while worm units fall away at high ratios. For a machine that runs all day, that gap shows up directly on the power bill and as extra heat.
The second is orientation and fit. Worm reducers give a right-angle output, while helical and planetary give an inline output. Layout often settles this question before anything else. The third is torque, backlash, and price. Planetary units offer the highest torque in the smallest frame with the least play, but they cost the most. Worm units are the cheapest and self-locking yet the least efficient. Helical sits in the middle as the dependable all-rounder.
A simple rule of thumb helps when you are short on time. Choose helical for general continuous duty, worm when you need a low-cost right-angle drive that holds its load, and planetary when torque density and positioning accuracy lead the brief.
How to Select the Right Gear Reducer
Work through these factors in order and the choice usually narrows to a single type.
| Factor | What to check | Why it matters |
| Required torque | Output torque (Nm) plus a service factor | Prevents overload and early failure |
| Reduction ratio | Input RPM divided by output RPM | Sets the speed and torque trade-off |
| Efficiency | Percent at the actual operating ratio | Drives energy cost and heat build-up |
| Orientation | Inline vs right angle | Must fit the machine layout |
| Mounting | Foot, flange, shaft-mount, hollow bore | Determines fit and coupling method |
| Duty cycle | Hours per day, starts per hour | Sets service factor and thermal rating |
| Environment | Temperature, dust, washdown, IP rating | Affects seals, lubricant and housing |
| Backlash | Allowable play in arc-minutes | Critical for positioning and servo axes |
Start with required torque. Find the output torque your machine needs, then multiply by a service factor that allows for shock loads and run hours. Size the reducer to that figure, not the bare minimum. Next, fix the reduction ratio from your input and output speeds, and check efficiency at that ratio, since worm units in particular change a great deal across the range.
Then confirm that the orientation and mounting, whether foot, flange, shaft-mount, or hollow bore, fit your machine. Weigh the duty cycle and environment, because long hours, frequent starts, dust, or washdown all push you toward a higher rating and better seals. Finally, if the job involves positioning, check the allowable backlash in arc-minutes. If two types still fit, let efficiency and total cost of ownership decide for continuous duty, and let backlash decide for precision work. When in doubt, share your load, speed, and duty data with a supplier for a sizing check.
As a worked example, a uniform conveyor running a single eight-hour shift might use a service factor near 1.0, while a machine with shock loads running around the clock could need 1.5 or more. Multiplying your steady output torque by that factor gives the rating you should actually specify.
Maintenance and Common Failure Modes
Most gear reducer failures trace back to a handful of causes, and nearly all of them are preventable.
| Failure mode | Common cause | Prevention |
| Overheating | Wrong lubricant, overload, poor airflow | Correct oil, service factor, cooling |
| Bearing wear | Misalignment, contamination | Alignment, good seals, clean lube |
| Tooth pitting or wear | Overload, lubricant breakdown | Right rating, regular oil analysis |
| Oil leaks | Worn seals, overfilling | Replace seals, set correct oil level |
| Excess backlash | Worn gears over time | Inspection and timely replacement |
The two habits that matter most are correct lubrication and good alignment. Use the oil grade the maker specifies, keep it at the right level, and change it on schedule. Misalignment between the motor, reducer, and load is a leading cause of bearing and seal wear, so align the shafts carefully and recheck once the unit has bedded in.
For more on protecting shafts from vibration, see our guide on coupling alignment and shaft failure.
Conclusion
The right gear reducer is the one that matches your load, ratio, and space, not simply the cheapest or the most advanced. Choose helical for efficient, quiet, continuous duty. Choose worm for compact right-angle drives that need to hold a load. Choose planetary for high torque and precise positioning in a small frame.
If you would like help sizing a reducer for a specific machine, the Mekantra Technologies team can review your specs and recommend the right unit. Get in touch for a sizing check.
Frequently Asked Questions
When should I use a worm gear reducer?
Use a worm reducer when you need a compact right-angle drive, a high single-stage reduction, very quiet running, or a self-locking action that holds a load when the motor stops.
Are planetary gear reducers worth the higher cost?
For high torque in a small frame, very low backlash, and servo or robotic positioning, yes. For simple conveyors and pumps, a helical unit is usually more economical.
How do I calculate the reduction ratio?
Divide the input speed by the output speed, or divide the output gear teeth by the input gear teeth. Output torque rises by roughly the ratio multiplied by the gearbox efficiency.
What is the difference between a gearbox and a gear reducer?
A gear reducer is simply a gearbox that lowers speed and raises torque. In industry the two terms are used interchangeably for most drive applications.
Which industrial gear reducer is most efficient?
Helical and planetary reducers are the most efficient, typically 95 to 98 percent per stage. Worm reducers run lower, often 50 to 90 percent, and drop further at high reduction ratios.
Mekantra Engineering Team
The technical voice of Mekantra. Our team consists of sourcing specialists, mechanical engineers, and logistics experts dedicated to providing transparent insights and high-performance solutions for the global manufacturing sector.
Mekantra Engineering Team
The technical voice of Mekantra. Our team consists of sourcing specialists, mechanical engineers, and logistics experts dedicated to providing transparent insights and high-performance solutions for the global manufacturing sector.



